

- Engine components and transmission housings
- Hydraulic valves and pump bodies
- Robotic end-effectors and joints
- Optical lens mounts and fixtures
- Medical device enclosures
- Industrial equipment frames

STEP | STP I SLDPRT I IPT I PRT I SAT FLES
-
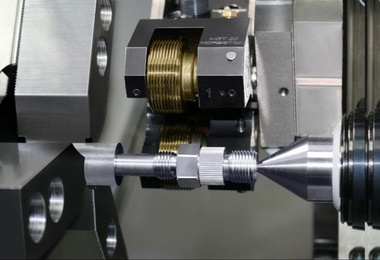 CNC Turning ServicesSpecializes in high-precision cylindrical components like shafts and flanges, utilizing rotating workpieces and stationary tools for efficient mass production with tolerances up to ±0.005mm.
CNC Turning ServicesSpecializes in high-precision cylindrical components like shafts and flanges, utilizing rotating workpieces and stationary tools for efficient mass production with tolerances up to ±0.005mm. -
 CNC Milling ServicesDelivers complex 3D geometries for industrial parts through multi-axis cutting, ideal for aluminum enclosures, aerospace brackets, and injection molds with surface finishes down to Ra0.8μm.
CNC Milling ServicesDelivers complex 3D geometries for industrial parts through multi-axis cutting, ideal for aluminum enclosures, aerospace brackets, and injection molds with surface finishes down to Ra0.8μm. -
 Swiss Type Machining ServicesOptimized for micro-parts (1-25mm diameter) like medical implants and watch components, combining rotating tools and guide bushings for ultra-tight tolerances (±0.002mm) in single setups.
Swiss Type Machining ServicesOptimized for micro-parts (1-25mm diameter) like medical implants and watch components, combining rotating tools and guide bushings for ultra-tight tolerances (±0.002mm) in single setups. -
 Small Batch ProductionOptimizes low-volume orders (1–100 units) with rapid setup and tooling flexibility, reducing lead times by 30–50% compared to traditional mass production while maintaining ISO 2768 Tight tolerances.
Small Batch ProductionOptimizes low-volume orders (1–100 units) with rapid setup and tooling flexibility, reducing lead times by 30–50% compared to traditional mass production while maintaining ISO 2768 Tight tolerances.
-
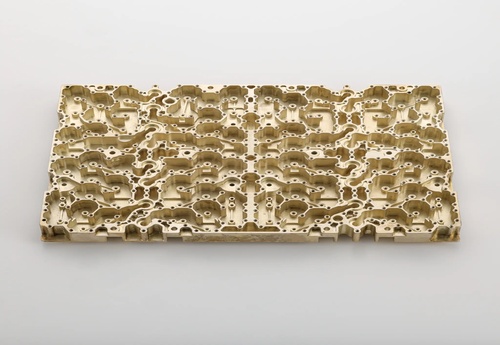 CNC Aluminum 5083 Industrial Equipment Parts
CNC Aluminum 5083 Industrial Equipment Parts 10+ Years of CNC Machining ServicesTolerances as tight as ±0.0002 in.(0.005mm)Wall thickness as thin as 0.020 in (0.5 mm)Lead times as fast as 2 working days
10+ Years of CNC Machining ServicesTolerances as tight as ±0.0002 in.(0.005mm)Wall thickness as thin as 0.020 in (0.5 mm)Lead times as fast as 2 working days -
 CNC Aluminum 7075 Semiconductor Parts10+ Years of CNC Machining ServicesTolerances as tight as ±0.0002 in.(0.005mm)Wall thickness as thin as 0.020 in (0.5 mm)Lead times as fast as 2 working days
CNC Aluminum 7075 Semiconductor Parts10+ Years of CNC Machining ServicesTolerances as tight as ±0.0002 in.(0.005mm)Wall thickness as thin as 0.020 in (0.5 mm)Lead times as fast as 2 working days -
 CNC Aluminum 7075 Communication Parts10+ Years of CNC Machining ServicesTolerances as tight as ±0.0002 in.(0.005mm)Wall thickness as thin as 0.020 in (0.5 mm)Lead times as fast as 2 working days
CNC Aluminum 7075 Communication Parts10+ Years of CNC Machining ServicesTolerances as tight as ±0.0002 in.(0.005mm)Wall thickness as thin as 0.020 in (0.5 mm)Lead times as fast as 2 working days

Price: $0
Lead Time: < 5 days
Tolerances: ±0.005″ (±0.125mm)
Max part size: 200 cm x 80 cm x 100 cm

Price: $0
Lead Time: < 10 days
Tolerances: ±0.005″ (±0.125mm)
Max part size: 200 cm x 80 cm x 100 cm

Price: $0
Lead Time: < 10 days
Tolerances: ±0.005″ (±0.125mm)
Max part size: 200 cm x 80 cm x 100 cm

Price: $0
Lead Time: < 10 days
Tolerances: ±0.005″ (±0.125mm)
Max part size: 200 cm x 80 cm x 100 cm

Price: $0
Lead Time: < 10 days
Tolerances: ±0.005″ (±0.125mm)
Max part size: 200 cm x 80 cm x 100 cm

Price: $0
Lead Time: < 10 days
Tolerances: ±0.005″ (±0.125mm)
Max part size: 200 cm x 80 cm x 100 cm

Price: $0
Lead Time:
Tolerances:
Max part size:

Price: $0
Lead Time:
Tolerances:
Max part size:

Price: $0
Lead Time:
Tolerances:
Max part size:

Price: $0
Lead Time:
Tolerances:
Max part size:

Price: $0
Lead Time:
Tolerances:
Max part size:

Price: $0
Lead Time:
Tolerances:
Max part size:

Price: $0
Lead Time:
Tolerances:
Max part size:

Price: $0
Lead Time:
Tolerances:
Max part size:

-
As MachinedDescription: Standard finish with surface roughness of 3.2 μm (126 μin), removes sharp edges and deburrs parts cleanly. Key Use: Functional parts requiring no post-processing (e.g., brackets, gears). Process Tolerance: Dimensional ±0.1 mm, Ra 3.2±0.5 μm Process Specifications: ISO 2768-m standard, burr height ≤0.05 mm

-
AnodizingDescription: Electrochemical oxide layer for corrosion resistance and aesthetics. Process Compatibility: Post-machining surface treatment Key Use: Aerospace components, consumer electronics (e.g., phone frames). Process Tolerance: Coating thickness 10-25 μm±2 μm, color consistency ΔE≤1.5 Process Specifications: MIL-A-8625 or ISO 7599, sealing pH 5.5-6.5

-
AlodineDescription: Chemical film for corrosion protection and paint adhesion. Process Compatibility: Post-cleaning chemical immersion Key Use: Aviation and automotive electrical housings. Process Tolerance: Film thickness 0.5-3 μm, visual uniformity Process Specifications: Immersion time 3-10 min, bath temp. 20-30℃

-
Black OxideDescription: Thin magnetite layer for corrosion resistance and reduced glare. Process Compatibility: Post-machining chemical treatment Key Use: Tools, firearms, automotive fasteners. Process Tolerance: Coating thickness 0.5-1.5 μm, salt spray ≥24 hrs Process Specifications: Alkaline bath pH 13-14, process time 5-30 min

-
Brushed finishDescription: Linear abrasive finish for decorative texture. Process Compatibility: Manual/CNC abrasive belts Key Use: Appliance panels, architectural trims. Process Tolerance: Texture depth 0.05-0.2 mm, angle deviation ≤5° Process Specifications: Abrasive belt grit 80-240, feed speed 10-30 m/min

-
EtchingDescription: Chemical/mechanical removal for micro-texturing or marking. Process Compatibility: Laser/chemical masking Key Use: Circuit boards, decorative logos. Process Tolerance: Etch depth 0.01-0.5 mm±5%, alignment ±0.1 mm Process Specifications: Etchant concentration 10-30%, laser power 20-100 W

-
Electroless PlatingDescription: Uniform metal coating (e.g., nickel) without electricity. Process Compatibility: Chemical bath deposition Key Use: Wear-resistant industrial valves, connectors. Process Tolerance: Coating thickness 5-50 μm±5%, porosity ≤5/cm² Process Specifications: Bath temp. 85-95℃, pH 4.5-5.5

-
ElectroplatingDescription: Electrochemical metal coating (e.g., chrome, zinc) for durability. Process Compatibility: Post-machining electrodeposition Key Use: Automotive trim, jewelry. Process Tolerance: Coating thickness 5-25 μm±2 μm, adhesion ≥4B (ASTM B571) Process Specifications: Current density 1-10 A/dm², bath temp. 40-60℃

-
ElectrophoreticDescription: Polymer coating via electric field for corrosion resistance. Process Compatibility: Post-cleaning immersion Key Use: Automotive frames, HVAC components. Process Tolerance: Coating thickness 15-30 μm±3 μm, edge coverage ≥80% Process Specifications: Voltage 50-300 V, cure 160-200℃×20 min

-
GrindingDescription: Precision abrasive finish for tight tolerances. Process Compatibility: Surface/cylindrical grinding Key Use: Bearing races, hydraulic shafts. Process Tolerance: Dimensional ±0.005 mm, Ra 0.4-0.8 μm Process Specifications: Wheel grit 60-120, coolant flow 5-20 L/min

-
Heat TreatmentDescription: Thermal process to alter material hardness/toughness. Process Compatibility: Post-machining quenching/tempering Key Use: Gears, cutting tools. Process Tolerance: Hardness HRC 45-60±2, distortion ≤0.1% Process Specifications: Quench temp. 800-1000℃, temper time 1-4 hrs

-
KnurlingDescription: Diamond or linear pattern for improved grip. Process Compatibility: CNC lathe rolling Key Use: Handles, adjustment knobs. Process Tolerance: Pattern depth 0.2-0.5 mm, pitch ±0.05 mm Process Specifications: Roller pressure 200-500 N, feed 10-50 mm/min

-
Laser EngravingDescription: Permanent marking via laser ablation. Process Compatibility: Post-processing laser systems Materials: Metals, plastics, wood Key Use: Serial numbers, branding on industrial parts.

-
OvermoldingDescription: Molding soft material (TPU/silicone) over rigid inserts. Process Compatibility: Injection molding Materials: Plastics, metals (as inserts) Key Use: Ergonomic handles, waterproof seals. Process Tolerance: Overmold thickness 1-5 mm±0.2 mm, bond strength ≥5 MPa Process Specifications: Injection pressure >5 MPa, mold temp. 40-80℃

-
PolishingDescription: Mirror-like finish via abrasive compounds. Process Compatibility: Manual/robotic buffing Key Use: Medical instruments, luxury fixtures. Process Tolerance: Ra 0.025-0.1 μm, gloss ≥90 GU Process Specifications: Wheel speed 1000-3000 rpm, compound grit 2000-5000

-
PassivationDescription: Acid treatment to remove free iron and enhance corrosion resistance. Process Compatibility: Post-cleaning chemical immersion Key Use: Surgical tools, food processing equipment. Process Tolerance: Film thickness 0.001-0.01 μm, salt spray ≥96 hrs Process Specifications: Nitric acid 20-50%, process time 20-60 min

-
Powder CoatingDescription: Electrostatic polymer powder cured into durable film. Process Compatibility: Post-cleaning spray and bake Key Use: Outdoor furniture, automotive wheels. Process Tolerance: Coating thickness 60-120 μm±10 μm, ΔE≤1.0 Process Specifications: Voltage 30-90 kV, cure 180-200℃×15 min

-
PhosphatingDescription: Phosphate layer for lubrication and paint adhesion. Process Compatibility: Chemical immersion Key Use: Engine components, firearm parts. Process Tolerance: Coating weight 2-5 g/m², crystal size ≤5 μm Process Specifications: Bath pH 2-4, process temp. 40-70℃

-
PaintingDescription: Liquid coating for color and protection. Process Compatibility: Spraying/dipping Materials: Metals, plastics Key Use: Consumer electronics, automotive body panels. Process Tolerance: Coating thickness 20-50 μm±5 μm, adhesion ≥3B (ASTM D3359) Process Specifications: Spray pressure 0.3-0.6 MPa, cure 80-120℃×30 min

-
Sand blastingDescription: Abrasive jet finish for uniform matte texture. Process Compatibility: Post-machining blasting Materials: Metals, glass, stone Key Use: Architectural facades, engine blocks. Process Tolerance: Ra 1.6-6.3 μm, coverage ≥95% Process Specifications: Grit size 80-120, air pressure 0.4-0.7 MPa

CNC Machining Project
-
 CNC MachiningWe specialize in manufacturing custom prototypes and end-use parts with precise and complex designs through CNC milling,CNC turning, and CNC precision machining.
CNC MachiningWe specialize in manufacturing custom prototypes and end-use parts with precise and complex designs through CNC milling,CNC turning, and CNC precision machining. -
 Sheet Metal FabricationWe expert in the flexible manufacture of sheet metal prototypes and precision parts through laser cutting, stamping, metal bending, metal welding, riveting, embossing, flanging and tapping, chamfering and other processes.
Sheet Metal FabricationWe expert in the flexible manufacture of sheet metal prototypes and precision parts through laser cutting, stamping, metal bending, metal welding, riveting, embossing, flanging and tapping, chamfering and other processes. -
 Injection Molding ServicesWorldsoaring provides plastic injection molding, rapid and production tooling, overmolding, and insert molding service. No MOQ required, all while maintaining high-quality and precision molding products.
Injection Molding ServicesWorldsoaring provides plastic injection molding, rapid and production tooling, overmolding, and insert molding service. No MOQ required, all while maintaining high-quality and precision molding products. -
 More ServicesSLA, HP MJF, SLS, SLM technologies for functional prototyping and low-volume production. We manufacture 3d printed parts at competitive price.
More ServicesSLA, HP MJF, SLS, SLM technologies for functional prototyping and low-volume production. We manufacture 3d printed parts at competitive price. -
 SolutionsSLA, HP MJF, SLS, SLM technologies for functional prototyping and low-volume production. We manufacture 3d printed parts at competitive price.
SolutionsSLA, HP MJF, SLS, SLM technologies for functional prototyping and low-volume production. We manufacture 3d printed parts at competitive price.
1.CNC machining achieves ±0.005mm accuracy with repeatable high-volume production for metals and engineering plastics.
2.CNC milling excels at complex 3D geometries with fine surface finishes, while turning optimizes rotational parts like shafts with cost efficiency.
3.Five-Axis machining enables single-setup production of intricate components like turbine blades with micron-level precision.
4.These automated processes support ISO-certified manufacturing for aerospace, medical, and automotive applications with 50+ material options.
CNC machining supports an extensive selection of engineering-grade materials, including:
Metals: Aluminum (6061, 7075), Stainless Steel (303, 304, 316), Brass (C360), Copper (C101), Titanium (Grade 2, 5)
Plastics: ABS, Nylon, PEEK, Delrin, Polycarbonate
Exotics: Inconel, Magnesium, Tungsten
Materials provide unique properties—aluminum for lightweight strength, stainless steel for corrosion resistance,PEEK for high-temperature stability.
Contact our engineers to select the optimal material for your project’s mechanical, thermal, or chemical requirements.
1. Machining Time Optimization
Design Efficiency: Implement ≥0.5mm internal radii (reduces tool wear by 40%)
Depth Control: Limit cavities to 4× tool diameter (improves chip evacuation)
Standardization: Use ISO metric thread sizes (saves 25% programming time)
Best Practice: Reduce non-critical thin walls (<1mm adds 30% machining time)
2. Material Cost Management
Blank Optimization: Allow 3mm excess material for finishing operations
Machinability Priority: • Aluminum 6061 (100% baseline speed) • Brass C360 (180% faster than steel) • Stainless 303 (45% machining efficiency)
Alternative Solutions: Consider metal 3D printing for complex geometries
3. Startup Cost Reduction
5-Axis Advantage: Eliminates 60% of part repositioning requirements
Design Modularization: Split complex parts into assemblies (reduces setups by 40%)
Batch Processing: Group similar parts (increases machine utilization to 85%)
4. Feature Cost Control
Tolerance Strategy: • Critical features: ±0.025mm • Non-critical: ±0.1mm (ISO 2768 medium)
Surface Finish: • Single finish requirement saves 25% post-processing • Avoid Ra <0.8μm unless mandatory
Text Elimination: Engraving increases costs by 15-20%





